
 德國KSI 八探頭大型超聲波掃描顯微鏡系統V-Octo
德國KSI 八探頭大型超聲波掃描顯微鏡系統V-Octo
 德國KSI 單探頭超聲波掃描顯微鏡V300E
德國KSI 單探頭超聲波掃描顯微鏡V300E
 德國KSI單探頭多用途超聲波掃描顯微鏡 V400E
德國KSI單探頭多用途超聲波掃描顯微鏡 V400E
 KSI 單探頭超聲波掃描顯微鏡v700E
KSI 單探頭超聲波掃描顯微鏡v700E
 德國KSI 四探頭超聲波掃描顯微鏡V-quattro系統
德國KSI 四探頭超聲波掃描顯微鏡V-quattro系統
KSI-Nano型高分辨率表層缺陷超聲波掃描顯微鏡系統
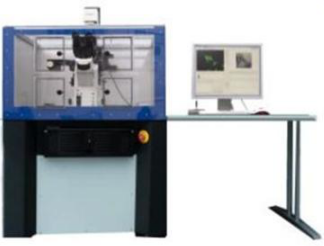
聲學顯微成像系統和光學顯微成像系統的wan美結合
KSI Nano型超聲波掃描顯微鏡是擁有高分辨率的聲學顯微成像系統,它能對實測器件的表層缺陷作超高分辨缺陷檢測。
在使用100MHz——2000MHz的超高頻超聲波時,這種分辨率得以實現。
KSI nano 還包含一個倒置光學顯微鏡,在進行超聲波檢測前可利用它調整樣品的位置。
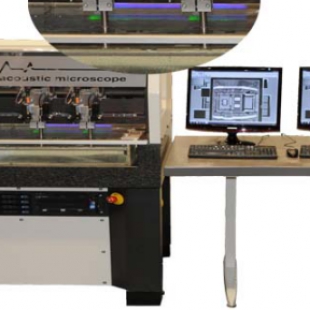
KSI nano超聲波掃描顯微鏡系統還應用于世界各地的生命和物質科學研究。
- 換能器頻率范圍:100MHz——2000MHz頻率實現高分辨率
- 探測深度<100nm
- 特殊平均模式使信噪比更好
- 同步光學成像和超聲波成像使樣品在結構上、生物化學性能上和機械性能上具有關聯性。
- 光聲效應增強了對比性
- 最大放大倍數:1000倍
- 入射光顯微鏡和倒置光學顯微鏡可調節

報價:面議
已咨詢1128次德國 KSI超聲波掃描顯微鏡
報價:面議
已咨詢1035次顯微鏡/掃描電鏡
報價:面議
已咨詢1264次德國 KSI超聲波掃描顯微鏡

報價:面議
已咨詢1196次美國Sonix

報價:面議
已咨詢1020次德國 KSI超聲波掃描顯微鏡

報價:面議
已咨詢18531次超聲波掃描顯微鏡

報價:面議
已咨詢27次德國PVA TePla 超聲波掃描顯微鏡
報價:面議
已咨詢2885次德國 KSI超聲波掃描顯微鏡

多年無損檢測行業的深耕,服務于國內外各大汽車主機廠

德國CS希爾斯LD500可視化超聲波檢漏儀是LD400的升級代產品, 新型帶集成攝像頭的泄漏檢測器LD500 / LD510具有泄漏測量和泄漏計算功能,是日常使用的理想移動測量儀器。借助先進的傳感器技術,即使是很小的泄漏(0.1 l / min,約合每年1歐元),也可以很容易地一步一步地進行長距離的定位,測量和記錄。

☆DAC、AVG曲線自動生成,取樣點不受限制,并可進行補償與修正 ☆發射脈沖頻率可調,Z大可達2000次/秒 ☆100個獨立探傷通道,可自由設置和存儲多種探傷工藝和標準,現場探傷無需攜帶試塊 ☆可處理Z大25米量程的回波信號 ☆檢測過程實時動態錄像并回訪,錄像時長累計Z大160分鐘 ☆5.7寸TFT彩屏顯示,用戶可以按照環境自行設備屏幕顏色 ☆單探頭、雙探頭、穿透等多種探傷工作方式 ☆正半波、副半波、全波、射頻共4種檢波方式 ☆具有雙閘門捕捉波形功能 ☆根據曲面的直徑自動修正缺陷位置的檢測結果 ☆自動測量、計算裂紋深度 ☆實時檢索缺陷Z高波,記錄缺陷Z大值 ☆對缺陷回波進行波峰軌跡描繪、波峰記憶等功能,輔助對缺陷定性判斷 ☆獨有的IPRE軟件分析技術,快速分析焊縫、當量孔徑計算等功能, ☆可設置閘門、曲線的進波、失波等多種條件的聲光報警 ☆主菜單,子菜單在同一窗口顯示。一目了然,操作簡單,方便尋找 ☆主要功能均通過快捷鍵實現快速進入,飛梭旋輪方便快速調整設置 ☆多種行業報告可選 ☆儀器自帶厚度B掃描、顏色B掃描 ☆數據可通過USB2.0接口導入計算機 ☆大容量鋰電池可保證續航20個小時以上,可隨時更換電池 ☆備用電池可單獨充電,主機工作時可給電池充電 ☆可用腕帶單手持機操作,也可通過背帶掛在胸前操作 ☆防護等級IP53,可在滴水環境或小雨中使用

水浸超聲掃描顯微鏡、無損檢測系統一體機、水浸超聲掃描顯微鏡、電力電子C超掃描顯微鏡、低壓電器銀點釬著率、半導體封裝空洞率檢測設備、聚晶金剛石復合片缺陷焊接率掃描顯微鏡、水冷板內部裂痕無損檢測機、水冷散熱器缺陷C-SAM檢測設備、奧林巴斯超聲探頭,半導體塑封、粘片與焊接缺陷檢測用超聲掃描顯微鏡、超聲無損檢測設備,超聲波掃描探傷儀、焊縫無損檢測設備、IGBT模塊焊接空洞缺陷CT無損檢測設備、C-SCAN超聲掃描顯微鏡、功率器件超聲C掃描、集成電路聲學掃描顯微鏡; 金剛石行業檢測分析設備c-sam聲學掃描儀;超聲掃描顯微鏡SCAN 超聲波探傷儀C-SAM 聲學掃描顯微鏡工業CT、電子掃描顯微鏡、水浸超聲顯微鏡、元器件缺陷設備、聲學掃描顯微鏡、元器件檢測分析設備、工業掃描顯微鏡、水浸超聲c掃描工業CT、CSAM芯片分層空洞焊接、金剛石焊接檢測設備、水冷散熱器缺陷設備; SHSIWI/上海思為儀器可為客戶提供超聲無損檢測儀器定制、檢測標準定制、檢測方案及夾具定制服務。現已形成110金剛石一體機、100標準機型、200大構件機型、300高速機型、400桌面機及500小型機一體機,產品已通過ISO9001認證; 可滿足低壓電器焊接質量檢測、金剛石缺陷和厚度測量、水冷板散熱器檢測、半導體封測等行業需求。 支持非標訂制,根據產品測試件來料提供免費測試,提代ODM、OEM等全面服務

ZD掃查范圍:350mm×200mm×110mm; 圖像推薦分辨率:200um、400um; ZD掃查速度:小于5min(測試條件:掃描區域65mm×65mm,分辨率200um); 厚度檢測范圍 金剛石材料: 硬質合金材料: 0.3 ~ 3mm(50MHz探頭); 0.8 ~ 6mm(50MHz探頭); 重復定位精度:±0.01mm@400mm 3.2 軟件功能 操作工模式:自動批量掃描、自動生成報告、手動分析、CF調用、一鍵校準; 工藝工程師模式:手動掃描、A/C掃描,CF讀/寫,強度測量、厚度測量,CF配置,探頭管理等; 3.3 測量系統性能 3.3.1 厚度測量誤差 超聲檢測和影像儀檢測對比 等距取10個以上檢測點,90%點的誤差在±0.05mm內。 超聲檢測重復測量 取10個檢測點,重復測量3次,90%點的誤差在±0.05mm內 3.3.2 厚度測量范圍 金剛石層0.3mm以上,總厚度1mm以上。 3.3.3 缺陷識別能力 在測量系統厚度能力范圍內,被測材料聲速在標準材料聲速±5%以內的情況下,且超聲入射表面為平面的被測產品的水平方向的結合缺陷的識別能力為0.15毫米(50兆探頭)。
產品名稱:超聲無損檢測儀器 zuida掃查范圍:350mm×200mm×110mm; 圖像推薦分辨率:200um、400um; zuida掃查速度:小于5min(測試條件:掃描區域10mm×10mm,分辨率40um); 重復定位精度:±0.01mm@400mm 軟件功能 操作工模式:自動批量掃描、自動生成報告、手動分析、調用、一鍵校準; 工藝工程師模式:手動掃描、A/C掃描,讀/寫,強度測量、厚度測量,配置,探頭管理等; 3.3 測量系統性能 3.3.1 標準塊測量誤差 測量機械加工的標準塊(通過高分辨率超聲顯微鏡釬著率),在軟件進行強度校準的前提下,超聲檢測多次測量誤差在±1%;

整機尺寸:1.8m×1.3m×1.55m ZD掃描范圍:900mm×600mm×250mm; 典型掃描耗時:小于40s(測試條件:掃描區域10mm×10mm,分辨率50um); ZD掃描速度:500mm/s; 圖像推薦分辨率:1~4000um; 厚度檢測范圍(根據客戶工件的材料和厚度選配) Ag材料: Cu材料: 0.3 ~ 1.5mm(25MHz探頭); 0.5 ~ 1.4mm(25MHz探頭); 1.0 ~ 4.0mm(15MHz探頭); 1.2 ~ 3.7mm(15MHz探頭); 定位精度:X/Y≤±1μm,Z≤±10μm; 重復定位精度:X/Y≤±0.02mm,Z≤±0.02mm 3.2 軟件功能 3.2.1 常規軟件功能 一鍵校準、手動掃描(A/B/C掃描模式)、批量掃描、導出報告、探頭切換、強度檢測、相位檢測、厚度檢測、斷層檢測。 3.2 軟件功能 操作工模式:自動批量掃描、自動生成報告、手動分析、CF調用、一鍵校準; 工藝工程師模式:手動掃描、A/C掃描,CF讀/寫,強度測量、厚度測量,CF配置,探頭管理等; 3.3 測量系統性能 3.3.1 厚度測量誤差 超聲檢測和影像儀檢測對比 等距取10個以上檢測點,90%點的誤差在±0.05mm內。 超聲檢測重復測量 取10個檢測點,重復測量3次,90%點的誤差在±0.05mm內 3.3.2 厚度測量范圍 金剛石層0.3mm以上,總厚度1mm以上。 3.3.3 缺陷識別能力 在測量系統厚度能力范圍內,被測材料聲速在標準材料聲速±5%以內的情況下,且超聲入射表面為平面的被測產品的水平方向的結合缺陷的識別能力為0.15毫米(50兆探頭)。

ZD掃查范圍:350mm×200mm×110mm; 圖像推薦分辨率:200um、400um; ZD掃查速度:小于5min(測試條件:掃描區域65mm×65mm,分辨率200um); 厚度檢測范圍 金剛石材料: 硬質合金材料: 0.3 ~ 3mm(50MHz探頭); 0.8 ~ 6mm(50MHz探頭); 重復定位精度:±0.01mm@400mm 3.2 軟件功能 操作工模式:自動批量掃描、自動生成報告、手動分析、CF調用、一鍵校準; 工藝工程師模式:手動掃描、A/C掃描,CF讀/寫,強度測量、厚度測量,CF配置,探頭管理等; 3.3 測量系統性能 3.3.1 厚度測量誤差 超聲檢測和影像儀檢測對比 等距取10個以上檢測點,90%點的誤差在±0.05mm內。 超聲檢測重復測量 取10個檢測點,重復測量3次,90%點的誤差在±0.05mm內 3.3.2 厚度測量范圍 金剛石層0.3mm以上,總厚度1mm以上。 3.3.3 缺陷識別能力 在測量系統厚度能力范圍內,被測材料聲速在標準材料聲速±5%以內的情況下,且超聲入射表面為平面的被測產品的水平方向的結合缺陷的識別能力為0.15毫米(50兆探頭)。


